透過涂層測量要使用一個專利軟件來確定在涂層中一個往返行程代表的時間間隔。該時間間隔用于計算和顯示涂層厚度,并且通過從總測量值中減去該時間間隔,儀器也能計算和顯示金屬底層厚度。
上述每一種技術都有優點和缺點,對一個特定的應用都應該考慮選擇哪一種方法更好:
能測量多種金屬厚度,具代表性的,在鋼中能從1mm到50mm
只需要一個回波
在點蝕情況能更精確地測量剩余地小厚度
涂層薄為0.125mm
涂層表面應當比較光滑
需要使用2種特定探頭中地一個
更高表面溫度大約為50℃或125℉
使用37DL,MG2-XT和MG2-DL儀器和適當的探頭,來激活和使用涂層測量的步驟在各自的儀器操作手冊中都有詳細的描述。必要時,請參照儀器操作手冊推薦的速度校準、增益和空白區優化的規程。
透過涂層:用D7906-SM和D7908探頭和透過涂層特性可以測量0.12mm或更厚的涂層。如果測量帶涂層的鋼但涂層厚度值不顯示,涂層厚度低于涂層功能的小厚度可讀能力或者在其他方面不能被該功能解決。在這種情況,涂層厚度將加到鋼的厚度上而產生誤差。你可以試著用回波-回波測量功能,也可能需要把涂層去掉。
在透過涂層模式下可測量的金屬厚度大約從1mm到50mm,取決于金屬的聲學特性和內表面條件。
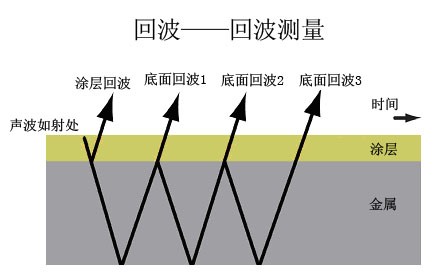
回波-回波:在回波-回波模式,厚度范圍取決于探頭的選擇和使用的儀器類型,以及被測金屬的聲學特性和表面狀況。由于定義回波--回波測量需要至少存在兩個底面回波,在某些極端的情況下,包括嚴重腐蝕、非常粗糙的表面、高度散射或高度衰減的材料,它們不支持第二個多次底面回波,此時回波--回波將無法工作。在這種情況下,如果可能的話應該使用涂層測量。
回波-回波測量優點:
可使用多種普通探頭工作
常能穿透粗糙表面涂層工作
用適當的探頭能在接近500℃或930℉的高溫時工作
回波-回波測量缺點:
需要多次底面回波,在嚴重腐蝕的金屬中可能不存在多次底面回波
厚度范圍比透過涂層測量限制更多
使用37DL儀器,在鋼中的回波-回波厚度測量范圍如下: